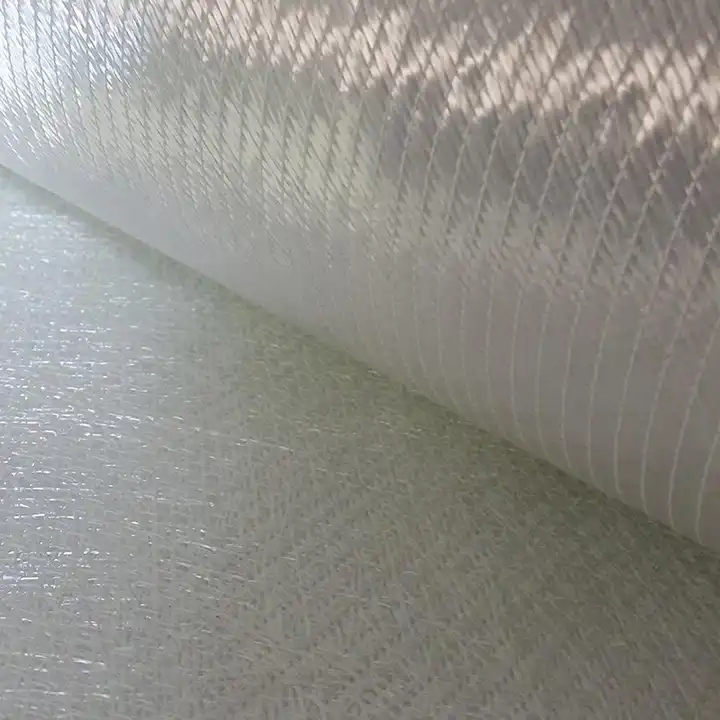
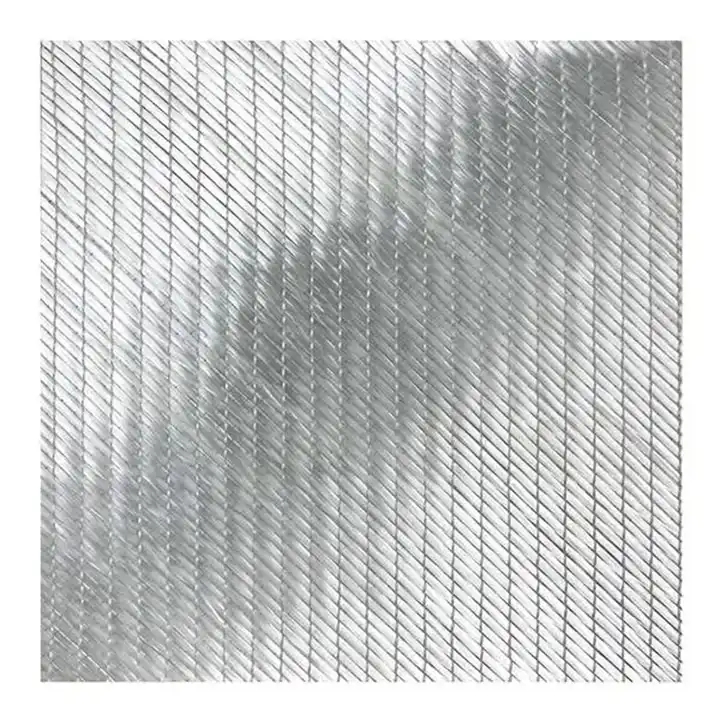
Multiaxiale Glasfasergewebe, auch als Non-Crimp-Gewebe bekannt, zeichnen sich durch ihre gestreckten Fasern in den einzelnen Lagen aus, die mechanische Kräfte im Verbundbauteil optimal absorbieren. Multiaxiale Glasfasergewebe werden aus Rovings hergestellt. Die parallel in einer vorgegebenen Richtung angeordneten Rovings können in 2 bis 6 Lagen angeordnet und mit leichten Polyesterfäden vernäht werden. Die üblichen Winkel der Anordnungsrichtung betragen 0°, 90° oder ±45°. Unidirektional gestrickte Gewebe zeichnen sich dadurch aus, dass die Hauptmasse in eine bestimmte Richtung, beispielsweise 0°, verläuft.
Im Allgemeinen sind sie in vier verschiedenen Ausführungen erhältlich:
- Unidirektional – nur in 0°- oder 90°-Richtung.
- Biaxial -- in 0°/90°-Richtung oder +45°/-45°-Richtung.
- Triaxial -- in +45°/0°/-45°/ Richtung oder +45°/90°/-45° Richtung.
- Quadraxial -- in 0/90/-45/+45° Richtungen.
| Größenart | Flächengewicht (g/m²) | Breite (mm) | Feuchtigkeit Inhalt (%) |
| / | ISO 3374 | ISO 5025 | ISO 3344 |
| Silan | ±5% | <600 | ±5 | ≤0,20 |
| ≥600 | ±10 |
| Produktcode | Glasart | Harzsystem | Flächengewicht (g/m2) | Breite (mm) |
| 0° | +45° | 90° | -45° | Matte |
| EKU1150(0)E | E-Glas | EP | 1150 | | | | / | 600/800 |
| EKU1150(0)/50 | E-Glas | UP/EP | 1150 | | | | 50 | 600/800 |
| EKB450(+45,-45) | E/ECT-Glas | UP/EP | | 220 | | 220 | | 1270 |
| EKB600(+45,-45)E | E/ECT-Glas | EP | | 300 | | 300 | | 1270 |
| EKB800(+45,-45)E | E/ECT-Glas | EP | | 400 | | 400 | | 1270 |
| EKT750(0, +45,-45)E | E/ECT-Glas | EP | 150 | 300 | / | 300 | | 1270 |
| EKT1200(0, +45,-45)E | E/ECT-Glas | EP | 567 | 300 | / | 300 | | 1270 |
| EKT1215(0,+45,-45)E | E/ECT-Glas | EP | 709 | 250 | / | 250 | | 1270 |
| EKQ800(0, +45,90,-45) | | | 213 | 200 | 200 | 200 | | 1270 |
| EKQ1200(0,+45,90,-45) | | | 283 | 300 | 307 | 300 | | 1270 |
Notiz:
Es sind auch biaxiale, triaxiale und quadaxiale Glasfasergewebe erhältlich.
Die Anordnung und das Gewicht jeder Schicht sind festgelegt.
Flächengewicht insgesamt: 300-1200 g/m²
Breite: 120–2540 mm Produktvorteile:
• Gute Formbarkeit
• Stabile Harzgeschwindigkeit für das Vakuuminfusionsverfahren
• Gute Verträglichkeit mit Harz und keine weißen Fasern (trockene Fasern) nach dem Aushärten